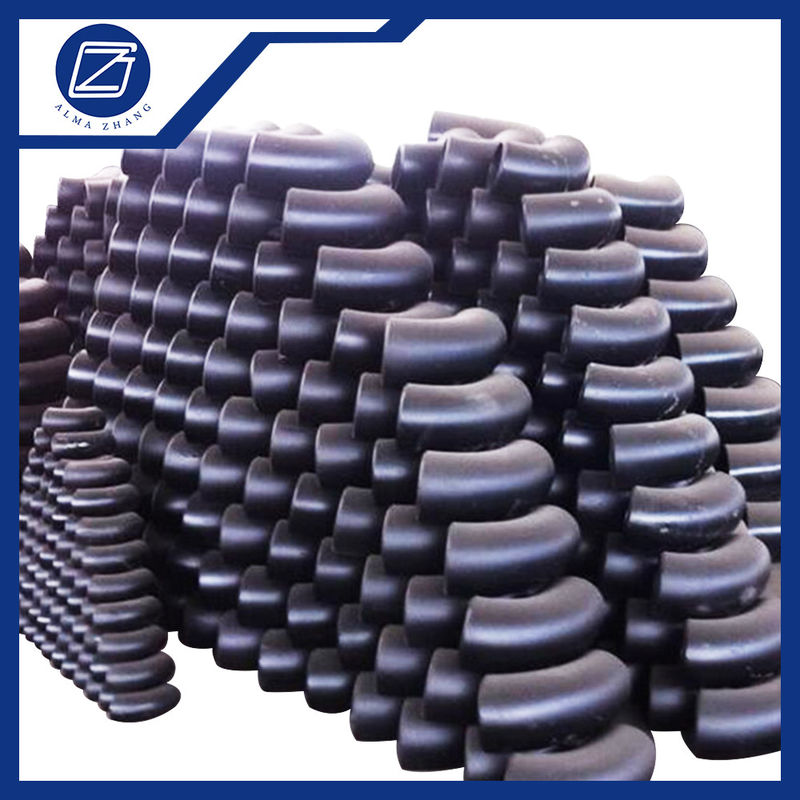
Instalación de tuberías Buttweld inconsútil inconsútil de 90 grados de A234 WPB B16.9 ASME
Descripción de producto:
El ángulo de la soldadura es generalmente a partir de 0-37.5 grados. Tenemos la camiseta soldada con autógena extremo del acero de carbono y camiseta soldada con autógena extremo del acero de aleación. Ahora la fábrica tiene diversa gama de tallas y diversa calidad para toda la clase de requisito de los clientes. Podemos cumplir tan todo el requisito de nuestros clientes.
| Colocaciones de la tubería de acero del carbono |
| Estándar |
ESTRUENDO DE ASME B16.9 ASTM JIS |
| Tamaño |
el 1/2” - 60" |
| Tratamiento superficial |
biselando, chorreo con granalla, marcado, pintando según el requisito de cliente |
| Empaquetado |
bolso de la tela y caja de madera y plataforma |
| Entrega |
10-15days |

Demostración del producto
Información de compañía:
Nuestra compañía es productor y exportador de toda clase de colocaciones de la tubería de acero del carbono. Nuestra ciudad es la ciudad natal de las porciones de la tubería de acero fittings.everyday del carbono de envases de colocaciones dispached por todo el mundo, por ejemplo Rusia, Egipto, Malasia, la India, Turquía, Indonesia, Jordon y algunos otros mercados de ultramar. Nuestro dispach mensual de la compañía alrededor de las colocaciones 50containers. Proveemos de nuestros clientes servicio todo en uno de la orden a la entrega.
Tecnología inconsútil del codo:
El codo inconsútil del acero de carbono que forma tecnología es elegir las piezas especiales del tubo del codo de la máquina del empuje, del molde de la base y del equipo de calefacción, de modo que el espacio en blanco en el molde en la máquina del empuje para moverse adelante, en el movimiento de la calefacción, de la extensión y del zigzag formando proceso. Los tubos calientes del codo que empujaban que las características de la deformación se basan en volumen antes y después de la regla plástica de la deformación de materiales del metal concluyeron ese diámetro del billete del tubo, eligen el diámetro del tubo son menos que el diámetro de las instalaciones de tuberías del codo, con proceso de la deformación del billete del control del modelo de la base, el arco es actividad apretada del metal del punto, en dirección contraria otras partes de enrarecidas ampliándose, después consigue el grueso de pared uniforme de las instalaciones de tuberías del codo. La instalación de tuberías caliente del empuje que forma tecnología tiene las características del aspecto hermoso, del grueso de pared uniforme y del trabajo continuo, convenientes para la producción en masa, así que se ha convertido en el método de formación primario de codo del acero de carbono, del acero de aleación y del acero de carbono, y también se ha aplicado en la formación de un poco de instalación de tuberías estándar del codo del acero inoxidable. Los métodos de calefacción del proceso de formación incluyen la calefacción de inducción de frecuencia media o de alta frecuencia (el anillo de la calefacción puede ser vuelta de varias espiras o sola), la calefacción de la llama y la calefacción reflexiva del horno. La opción de los métodos de calefacción depende de la demanda de la materia de formación y de la situación de poder de la decisión.
Fabricantes inconsútiles del codo
Codo inconsútil que forma método:
1. Forjando y presionando método: estire el extremo o la pieza del tubo con la máquina de recalcar, para reducir el diámetro exterior. Las máquinas de recalcar de uso general incluyen el tipo rotatorio, el tipo de la biela y el tipo del rodillo.
2. Método del balanceo: generalmente sin el mandril, conveniente para el borde redondo interno del tubo grueso de la pared. La base se pone en el tubo, y el rodillo se utiliza para el proceso del borde.
3. Sellado de método: amplíe el extremo del tubo al tamaño y a la forma requeridos con base afilada en la prensa.
4. Doblez formando método: se llama se llama hay tres métodos de uso general, un método estirar método, otro método sellado del método, el tercer método del rodillo, allí es 3-4 rodillos, dos rodillos fijados, un rodillo del ajuste, ajusta la distancia fija del rodillo, el tubo acabado está doblado.
5. Método que abulta: uno es colocar el caucho dentro del tubo y comprimirlo con los sacadores para hacer el tubo que resalta y que forma; Otro método es el bombear hidráulico, el cual un líquido se completa en el medio del tubo, y la presión líquida empuja el tubo en la forma deseada. Este método se utiliza en la mayor parte de la producción de bramidos.
Éntreme en contacto con:
Darcy Dong
Whatsapp/Wechat: 008615630731167
International de Guozhong limitado

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!